6. May 2020
|

Benchmarking offers unique opportunities for detailed insights into new technologies. Performance data, construction details, materials used, manufacturing processes utilized, and system functions can be analyzed using a detailed benchmark study. Vehicle and system tests provide crucial measurement data that provides information on the performance of new products. The dismantling of entire vehicles or individual technical systems shows the product structure and enables us to recognize necessary assembly processes.
Do you like to always to be a step ahead? The findings from specific benchmark programs help you to be that decisive step ahead in order to generate design and product ideas in interdisciplinary expert workshops. A neutral assessment of your own developments by a partner such as FEV provides you with that important external perspective.
In addition to the specification of technical product characteristics, the optimization of the cost structure is essential to developing competitive advantages. What is referred to as a “should-cost” calculation is carried out on the basis of a detailed analysis of the dismantled components. The should-cost analysis shows what the relevant product should cost with its current design and under the assumptions made. The results of the cost analysis provide insight into competitive costs and form the basis for defining target costs. As part of structured value analysis and cost reduction workshops, interesting cost reduction measures are determined that can be used to improve your own products.
For electric vehicles, the high-voltage battery represents a major cost item. Accordingly, a main focal point for the cost optimization of electric vehicles is the optimization of the battery. The benchmarking of battery systems newly launched on the market is an important part of the strategic development of the battery systems of the future.
In addition to the battery costs, technical benchmarking provides crucial insights regarding various performance aspects. An advance in energy density, and thus in range, represents a significant, unique selling point. Information on cell chemistry, battery management systems, and thermal management is important data that can be used for the further development of your own systems.
What do you need?
In the automotive field, there are significant differences between different battery applications. Generally speaking, there are three battery types (Figure 1).

The battery in a Mild Hybrid Electric Vehicle (MHEV) serves to power a 48 V onboard network and provides power capacities of up to 30 kW. The batteries of a Hybrid Electric Vehicle (HEV) offer power capacities of up to 200 kW and the batteries for Plug-in Hybrid Electric Vehicles (PHEV) provide, beyond that, an increased electric range and the option of external charging. For this battery type, energy and power density also play an important role. In contrast, traction batteries with high energy density are used for purely electric powertrains. Here, different cell types are to be used depending on the applications. In addition to the electric characteristics, these are also differentiated by design and cell chemistry. There are cylindrical, prismatic and “pouch” cells, as well as different cell chemistries, from the currently popular nickel manganese cobalt oxide (NMC) in various allocations, lithium titanate oxide (LTO), or lithium iron phosphate (LFP). Each technology has advantages and disadvantages with regard to power data, construction details, materials used, manufacturing processes utilized, total costs of ownership (TCO), and longevity.

If you now compare the respective gravimetric or volumetric energy density at the system level, larger differences appear due to cell selection, as well as module and system design. For electric vehicles, this consideration is an important distinguishing feature, since the energy density directly results in the range available to the client (Figure 3). For instance, if you compare newer BEVs, such as the Tesla Model 3 Long Range (2018) and the Hyundai Kona Electric 150 kW (2018), to each other, the differences are clear. The Tesla Model 3 Long Range has an energy capacity of 78 kWh with a battery weight amounting to 457 kg. By way of comparison, the Hyundai Kona Electric 150 kW has an energy capacity of 64 kWh with a battery weight of 452 kg. In the benchmarking comparison at the cell, module, and system level, the differences can now be assigned to technical measures. In this context, development teams can be provided with valuable information for future battery technologies.
In addition to the right cell selection and the construction details at the module and system level, thermal management plays an important role. There are different cooling concepts, from air cooling to indirect cooling using cooling sheets or cooling plates and water glycol, cooling via coolants, and direct cooling with dielectric fluids or the cells themselves (immersion cooling).
The high-voltage traction battery represents up to 50 percent of the total cost of ownership for battery electric passenger cars. It is thus fundamentally necessary to build a deeper understanding of the battery’s cost structure. The battery cells represent the main share of battery costs. In the example shown (Figure 3), the battery cells represent 64 percent of the total battery costs.
Modern battery electric passenger cars typically use lithium ion batteries with NMC (nickel manganese cobalt) cathode material. In particular, expensive material components, such as cobalt, drive the cell costs. One approach to optimizing battery cell costs accordingly consists in reducing the cobalt quantity. Figure 5 shows how, from a previously common uniform distribution (NMC-111), materials richer in nickel are developed (NMC-622, NMC-811, NMC-911). Using this type of optimization of the material composition, the cathode material costs can be reduced by over 40 percent. Further efforts in battery cell development aim to increase power density. A higher power density also means a cost reduction for the same battery range.

Further cost drivers for the high-voltage traction battery are the module and battery casing components, thermal management, and the battery management system (BMS). After exceedingly complex constructions in the early battery generations, the benchmarking of the new battery generations now enables us to recognize clear approaches in terms of modularity and module structures. The goal is the achievement of scale effects and the simplification of the assembly processes.

In the end, the indicated approaches to cost reduction lead to further decreases in battery costs, and thus to an increase in the attractiveness of electric vehicles. While we are still seeing average battery pack costs for fully electric passenger cars amounting to approx. 180 EUR/kWh today, this value will decrease by half, to under 100 EUR/kWh by 2030. A battery with a capacity of 70 kWh will then cost less than 7,000 EUR instead of 12,600 EUR (Figure 5).

As a globally positioned development service provider with over 40 locations worldwide and many development centers, FEV offers extensive benchmarking services for their global clients. Dedicated benchmarking locations have been established in four core regions (Europe, USA, China, and India). Thus, local framework conditions and data can be taken into consideration, and global programmes can be run in parallel.
FEV has been conducting detailed benchmarking studies for more than 25 years. FEV uniquely combines in-depth technical expertise and cost engineering knowledge with strategic management consulting methods. The range of service provision includes extensive technical benchmarking, tear-down studies, cost benchmarking, and a benchmark academy; we also have access to extensive benchmark databases.
In addition to typical vehicle and system dismantling studies with professional photographic and video documentation, FEV engineers analyze the construction details, the functions, the materials, and the manufacturing processes. In order to carry out detailed performance and function tests, FEV has an extensive range of test systems: various on-road driving cycles, test tracks, vehicle test benches, and different system test benches – e.g. for combustion engines, turbochargers, transmissions, batteries, electric engines, fuel cells, performance electronics, and NVH (Noise Vibration Harshness) analyses.
In addition to the focus on the automotive industry, benchmarking programs are carried out for the commercial vehicle field, for agricultural machines and construction machines, and for other technical products.
In a typical benchmark program, FEV procures the target vehicle and equips it with the corresponding measurement technology. Initial tests regarding driving performance and energy consumption can be carried out as part of “micro benchmarking” without damaging the vehicle. For further detailed testing, special measurement technology is incorporated into the system to be analyzed. Specific driving cycles and driving tests on real roads, test tracks, or chassis dynamometers provide detailed measurement data. After the dismantling of the vehicle, FEV engineers place the main components to be analyzed on the test bench. These include the combustion engine, the transmission, the high-voltage battery, or the electric engine. Power characteristics are recorded and measurement data is transferred to FEV scatterbands in order to compare them with other measurement results in the FEV database.
After performance tests have been conducted, FEV Cost Engineering experts analyze materials, manufacturing and assembly processes and carry out a detailed should-cost calculation. The cost analysis provides an extensive cost breakdown and shows key cost drivers. Thanks to the achieved cost transparency, cost reduction ideas can be generated and target costs can be determined. FEV provides a unique overall package of benchmarking services with core findings for your developments and your corporate success.

High-voltage batteries are increasingly being used in the automotive field in the course of electrification as a means of reducing CO2 and pollutant emissions. This is taking form in the use of existing vehicle platforms within hybrid or plug-in hybrid concepts as well as on the basis of new, fully electric solutions.
Currently, automotive manufacturers are amending – or replacing – their vehicle portfolios with electrified applications. Furthermore, new companies are being established worldwide that develop and launch electric vehicles in various manifestations. Driven by this need for new technologies, there is a strong need for support in the development of high-voltage batteries, which FEV can provide from the first concept to serial production and, beyond that, up to recovery and recycling.
The mechanisms described are not exclusively limited to the automotive sector. For commercial vehicle, industrial, and marine applications as well, research is increasingly being conducted regarding how vehicles previously powered by combustion engines can be battery operated. Here, the focus is mainly on smaller commercial vehicles, building machines, or smaller boats.
These changes enable both established and new manufacturers to secure further market share. The resulting pressure on development, and mainly battery development, frequently presents a significant challenge to the manufacturers’ planning. In the current projects, electric drives and batteries are frequently being integrated into existing vehicle architectures (also called mixed architectures) which are build for both conventional and electrified drives. This leads to battery installation spaces with significant free-form surfaces and complex or two-tier battery structures. Such configurations significantly increase the effort and expense required for development with regard to cooling system components, high-voltage performance, low-voltage cable harnesses, understeering devices, holders, and fixing elements.
However, market pressure requires that battery development projects be carried out within the planned time frame, with no possibility for subsequent changes. Battery cells are the core of every high-voltage battery. These cells are the basis for the configuration of the modules that then determine the energy and power of the battery within the corresponding electric wiring.
The enormous increase in demand has considerably restricted the availability of the different cell types and products from different manufacturers. Smaller manufacturers in particular are faced with significant challenges with regard to ensuring cell availability for planned applications. The serial production of battery systems may also prove to be a hurdle within a given development activity. For smaller annual unit quantities in particular, an economically viable concept can be difficult to create under certain circumstances. All this can have a long-term impact on the evolution of development projects.
FEV provides support using its experience from many serial development projects, and can assess the individual situation early on and make corresponding proposals in order to create a stable basis for such a development activity. In this context, the FEV engineering portfolio covers all development activities as well as, when necessary, the identification, recommendation, and qualification of a production partner that will serially produce the battery for the client.
“FEV IS A STRONG PARTNER FOR SMALL SERIAL PRODUCTIONS OF BATTERY SYSTEMS AND HANDLES ALL THE NECESSARY PROCESS STEPS IN THIS CONTEXT”

FEV is capable of offering development services in different manifestations. The basis of the FEV battery development portfolio includes all necessary services for development, from the first battery concept up until serial production, and for providing support beyond.
If required, FEV is also a strong partner for small serial productions of battery systems and handles all the necessary process steps in this context for the preparation and subsequent serial production for batch sizes of up to 1,000 units per year.
Battery-powered electric vehicles will achieve high acceptance in the market when they are at least equal to conventionally powered vehicles in all points relevant to clients

“IN ORDER TO OPTIMIZE THE QUICK CHARGING CAPACITY, THE CELL DESIGN CAN BE ADJUSTED AND THE THERMAL MANAGEMENT CAN BE FURTHER OPTIMIZED”
“THE BASIS OF THE FEV BATTERY DEVELOPMENT PORTFOLIO INCLUDES ALL NECESSARY SERVICES FOR DEVELOPMENT, FROM THE FIRST BATTERY CONCEPT UP UNTIL SERIAL PRODUCTION, AND FOR PROVIDING SUPPORT BEYOND”
Increasing the nickel content within the cell enables a longer range with short charging times. On the other hand, this increase also creates a thermally unstable system, which increases the security challenges. Furthermore, calendar and cyclical aging are increased, which reduces the longevity. However, the substitution of cobalt with nickel has a positive impact on costs. Due to the changed cell design, however, there is an increased risk of lithium plating and overtemperature during rapid charging, which can lead to loss of capacity and thermal runaway. Optimized rapid charging leads to a higher thermal load due to higher currents, which creates bigger challenges for safety. Furthermore, the higher currents lead to reinforced lithium plating, which restricts longevity.
To increase driving performance, the overall system is subject a higher current load. This increases the risk of an overload of the individual components, which can lead to a thermal event or the loss of insulation protection. Furthermore, the higher currents have an influence on cyclical aging as well as on calendar aging due to the higher average temperatures; this, in turn, leads to reduced longevity of the Lithium-Ion batteries. In addition, the lines and the (plug) connectors must be designed to be more robust, which leads to additional costs due to changes in material needs.
If security is increased, there will be additional costs, since further functional measures using hardware (sensors, actuators) and software (algorithms, functions) will become necessary. Larger security reserves in the battery management system can also limit maximum performance, performance reproducibility, and range.
FEV provides consulting with a team of internationally recognized specialists at various sites, OEMs, Tier 1 suppliers, and cell manufacturers or takes over entire projects as part of general development. Initial technical concepts are created and coordinated so that they can be specified in the series development process for the start of production. In addition to the resolution of the described target conflicts in development phases, prototype batteries and small serial productions can be reated and validated on our own test benches for cells, modules, and packs.

Battery management systems (BMS) are necessary for the precise monitoring and control of the key component in electric vehicles – the lithium-ion battery. Since 2006, FEV has been involved in the development of battery management systems and, with its experienced team, is a partner of choice for hardware and software development for BMS. The portfolio offered by FEV ranges from the development of individual complex software functions, such as State of Health (SoH) and the provision of a BMS development environment for research purposes, up to turn-key development of a complete, client-specific BMS solution including a necessary, functional safety concept. Here, the serial production-ready FEV BMS software and the proven FEV BMS hardware can be relied on. The uniqueness about this software and this hardware is that both black-box and white-box solutions can be made available.
The performance capability of batteries is influenced by the quality of the control in addition to the selection of suitable battery cells. For the battery management system, which is one of the core systems with regard to battery development, FEV started developing its own BMS control units as early as 2006 and now has its own modular BMS system in the fourth generation, which, depending on the project requirements, can be implemented efficiently, as well as combined in different ways. This includes the battery management unit (BMU), various cell monitoring units (CMU) for 12, 15 or 18 battery cells, as well as the isolation monitoring unit (IMU). In this context, the BMU is the central unit, which controls the CMUs, the decentralized measurement units.
With the development and protection activity in many projects with a variety of requirements and battery architectures, the hardware components have a B-sample degree of maturity and, in addition to use in prototypes, can be purchased as a white box for serial development. During this continuous development, the availability of the installed components is just as much a focal point as the technical maturity, whereby the topic of obsolescence management is also taken into consideration.
The fifth generation of hardware is currently in an advanced development phase. This generation is suitable, for instance, for installation in battery systems from 48 V to 800 V. Batteries with one or several strands, as well as switchable 400 V/ 800 V batteries, can be controlled and monitored with this. Another advantage of the fifth generation is the four CAN communication channels, as well as the support from CAN-FD, the wake-up via CAN and partial networking. In addition to CAN, the BMU has two LIN channels as well as many inputs and outputs in order to meet the various client requirements. Customized development as per client requirements for serial use is also part of the portfolio.
An individual CMU from FEV monitors the temperature and voltage of up to 18 battery cells. Thanks to our proprietary hardware development and the simple, modular design, the CMU can be rapidly adjusted for the development process of various battery configurations with little effort. During development, the topic of cost optimization was also considered. In this context, a decrease in components, such as plugs, as well as a reduction of the test and manufacturing effort is pursued.
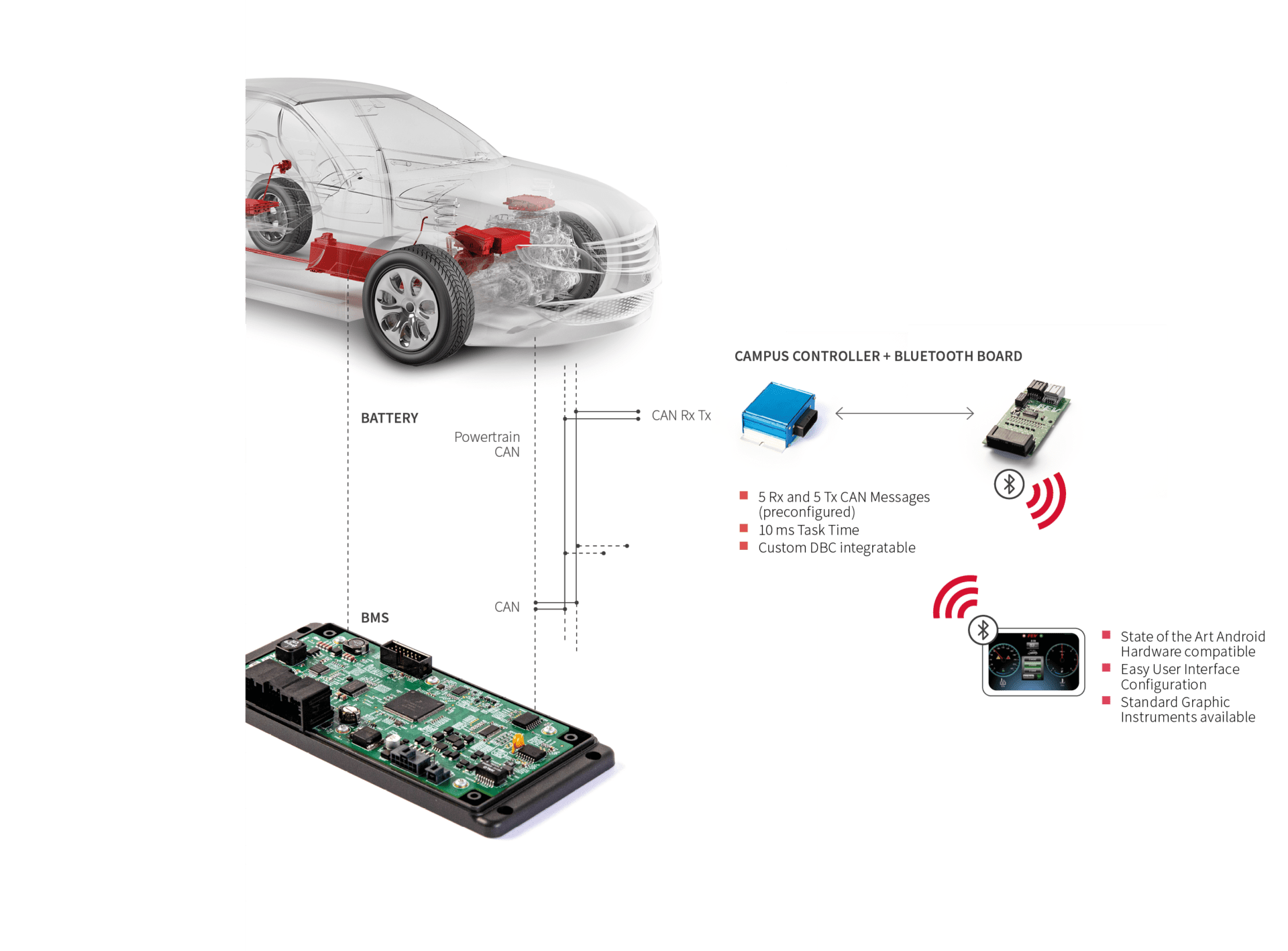
For the development phase, with the Campus Controller, FEV has developed a freely programmable control unit that can take over the various functions of the BMS or other control units, including:
In combination with the FEV “VISION” project, a Bluetooth-based visualization solution, the system is a high-performance tool for various development purposes.
In this project, FEV focuses on the topic of man-machine interface for prototype vehicles. On the one hand, “VISION” is made up of the real time-compatible CAMPUS hardware, which takes over CAN gateway functions in this context and, on the other hand, of a tablet with the corresponding app. The CAMPUS hardware takes over the role of the cybersecurity gateway and connects the CAN network of the battery or the vehicle via a Bluetooth interface with the tablet. This ensures that only the relevant messages are read or sent. The data connection is implemented bi-directionally so that, on the one hand, the relevant system information, such as the charge status of the battery, the power requirement and the rotational speed of the engine, can be displayed on the tablet and, on the other hand, so that the commands from various input instruments (e.g. buttons or sliders) can be sent to the vehicle control units. Using the wireless connection, the tablet can also be outside the vehicle for presentation purposes or handed over to interested parties in order to share technical data during test drives.
It is also possible to exchange information with internet servers and thus record measured data – for instance, using the internet connection of the tablet hardware.
The software of a battery management system is crucially important to the performance of the battery throughout the entire life cycle and has a direct influence on central characteristics of the vehicles – for instance, on the range for purely electric driving modes (PHEV, BEV). Furthermore, the BMS often takes over functions, such as charging times forecasts or the calculation of the available power, which can be seen directly by the client, thereby influencing the vehicle experience. A precise calculation of parameters, such as the State of Charge (SoC) as well as the State of Health (SoH), is the basis for an optimal exploitation of the battery system and is simultaneously very challenging, because these are values that cannot be measured directly. Furthermore, the software is an important component of the safety mechanisms that ensure the safety of the battery system during operation.
The FEV BMS software has been continuously developed since 2006 and, thanks to a modular architecture with lean, AUTOSAR-compatible interfaces, can be used with various BMS systems flexibly and with little effort. Thus, this software is already being used for various battery systems, from small 12 V and 48 V systems up to high-voltage batteries with flexible wiring options. FEV relies here on broad experience, since many projects require fulfilling the individual requirements of the respective client. These requirements arise, for instance, from differences in the E/E layout or the architecture of the battery or from the functional integration into the vehicle. Fundamentally, the software is divided into three components: application, safety, and base software.

The FEV BMS application software is developed in a model-based manner and includes features such as power/current release, charge regulation, SoC/SoH calculation, balancing, contactor control, and battery diagnoses. The software is used on both the FEV BMS hardware and the control units of client suppliers. The porting of the application software to other platforms has already been carried out in several (serial) projects and the interface has thus been continuously optimized in order to keep the adjustment effort as low as possible. This also applies to interfaces to the vehicle. All relevant values can be parameterized or calibrated; this is another decisive factor with regard to the flexibility of the software. Particular attention is paid to the topic of verification and validation of the software. Here, test methods and tools of the FEV Embedded System Test Center (FEST) are relied on, along with HIL test system for battery management systems, which can emulate up to 192 individual cells.

The FEV BMS base software represents a development for FEV’s own BMS hardware. The software achieves the connection to the hardware components of the BMU and the CMUs, as well as provides the application software with, for instance, the storage of values in a “non-volatile memory” along with measurement values and I/Os for various services.
In addition to the development of the BMS software, FEV also supports OEMs and suppliers in developing their own BMS application and/or base software.
The functional safety concept can be developed either for a specific vehicle or as a stand-alone product independent of any vehicle (“off-the-shelf components”). If the development is for a known vehicle, the development of the battery system is directly integrated in the FuSa life cycle of the overall vehicle. This is normally the case for FEV developments. In contrast, if the development takes place independently of any vehicle (“safety element out of context”), a portion of the FuSa overall life cycle for the battery is observed. The integration in the overall vehicle life cycle then takes place at a later point by the vehicle manufacturer. The assumptions must be reviewed with regard to validity and any necessary changes must be processed via change management.
“THE FEV BMS APPLICATION SOFTWARE IS DEVELOPED IN A MODEL-BASED MANNER”
Considered aspects
Functional safety deals with risks that may be triggered by potential malfunctions of E/E systems due to systematic software or random hardware errors. In order to develop the battery system in a sufficiently safe manner according to current standards, FEV complies with the development principles of the ISO 26262 standard. Certain hazards, such as those due to chemical hazards or electric shock, are only considered part of the functional safety if the hazard is directly caused by the E/E function. Applied to the battery system, this means that the prevention of electric shock is primarily covered by the high-voltage safety. HV insulation and touch protection therefore does not fall within the scope of functional safety. However, certain E/E functions can also serve high-voltage safety and, accordingly, fall within the scope of functional safety. This is the case for an HV system switch-off during an accident, since here, the measures taken by HV safety, such as insulation, may be damaged and therefore can no longer be considered sufficient.
Concept phase
During what is known as the concept phase, there is an assessment of the risks that could occur due to malfunctions in the implemented system functions. In the process, FEV follows the approach described in the figure. The result of this hazard analysis and risk assessment (HARA) is the safety goals for the system. The scope of the necessary risk reduction is determined by the ASIL, leading to a classification using the letters from A to D. A typical example of a safety goal for a battery system is “The system should prevent battery thermal runaway” (typically rated by FEV with ASIL C or ASIL D). These safety goals are top-level requirements. Based on these safety goals, a functional safety concept is developed which is described in the functional safety requirements. In addition to detection, the safety concept also includes the emergency measures to be initiated. The creation of the functional safety concept is frequently complemented by failure tree analyses.

Product development phase
The system development phase comes after the concept phase. In this phase, the functional requirements are translated into technical requirements. Accordingly, this step is carried out together with the development of the technical system architecture. During this phase, depending on the ASIL classification of the safety goals, failure tree analyses and FMEAs are required by the ISO26262 standard. This phase then leads to the HW and SW development phases, with the safety requirements being incorporated into these phases.
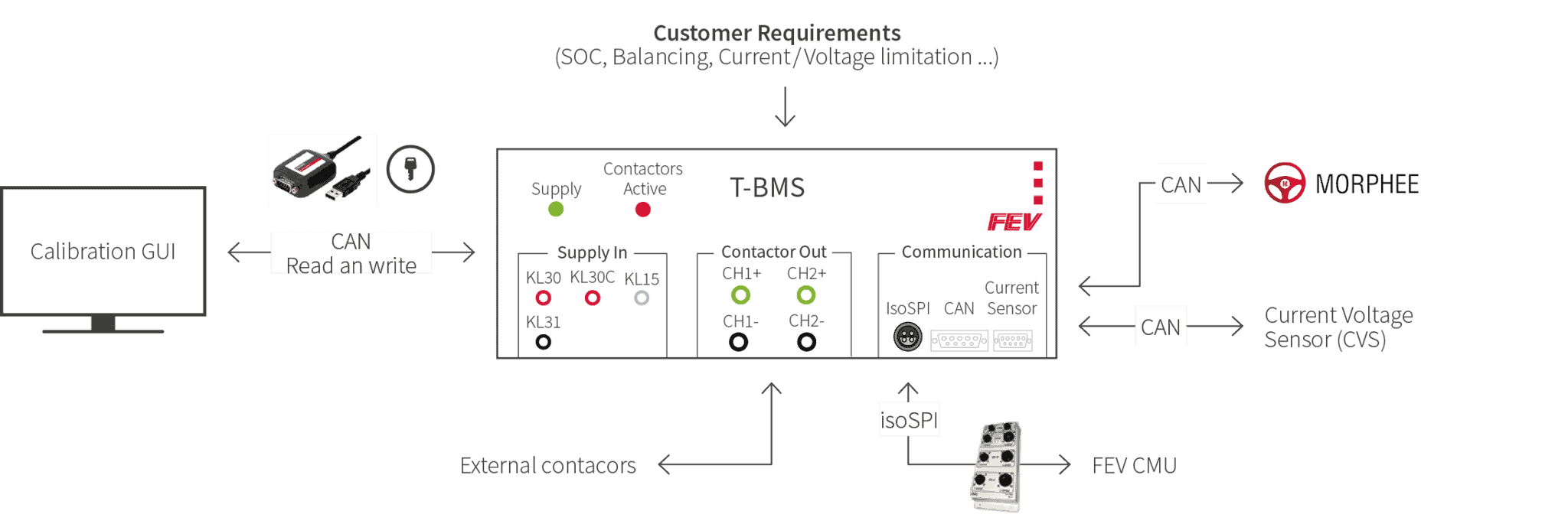
The battery management system from FEV is also suitable for other applications, such as utilization on the test bench.
To this end, FEV has developed a universal BMS (T-BMS) for battery modules; an expansion for the testing of entire batteries is also possible.
The system is based on an FEV BMU and one or several FEV CMU(s), serving to record cell parameters and their monitoring, as well as to calculate other parameters such as State of Charge (SoC). In this context, client-specific functions for the calculation of the necessary parameters can be implemented in the T-BMS. All entered parameters can be transferred to the test bench in order to record, analyze, and utilization for the test procedure. The T-BMS can naturally be used with FEV battery test benches as well as FEV MORPHEE, which enables us to offer a complete solution (see page 30) for the testing of battery modules. Thanks to the easily adjustable CAN interface, however, the T-BMS can also be utilized with a variety of other test benches.
Via a graphical user interface it is possible to calibrate all essential
parameters of the system, such as the number of connected cells. This allows a simple adaptation to different test requirements.