6. May 2020
|

Planners and operators of testing facilities, but also manufacturers of advanced testing equipment solutions, do not have an enviable job these days. The demands made on them are too diverse: new vehicle concepts let a wide range of development tasks grow, test results have to be ever more precise and generated in ever shorter time frames, and costs have to sink at the same time. The circle in which everything runs on the core factors of efficiency, more efficiency and even more efficiency has to be figuratively squared. Dr. Trampert, FEV operates nearly 200 testing facilities all over the world. To what extent do you see the effects of new vehicle concepts on day-to-day testing operations there? Trampert: We have especially noted the increasing demand for system and component testing facilities for electric vehicles. These include on the one hand battery test capacities, but also testing systems for e-motors, electric powertrain modules and hybrid powertrains. So we are currently extending our existing capacities in all these areas. Our development center in China, which was just inaugurated last year, is already pushing its limits. Here, we will upgrade and start the planned second expansion stage right now. Within the next year additional electric car axle testing facilities and resources for developing batteries will be installed. The climactic chambers for the battery testing facility are big enough even for large-formatted underfloor batteries with significantly more than 100 kWh. There are also additional, extremely modern testing facilities being set up for electric powertrain modules and batteries in our location near Paris. At our company headquarters in Aachen, we are also setting up electric car testing facilities. The construction of additional chassis dyno test benches for vehicle testing is currently in the pipeline. With increasing demand, the efficiency of the various testing facilities and the speed of testing and development become key factors. How is FEV set up in this regard? Trampert: It is true that efficiency in testing operations is the linchpin for a successful development project. For this reason, we introduced around-the-clock shift operation at our development testing facilities in Aachen in early 2017. This measure, in combination with ever more extensive automation of the various testing facilities, sustainably increases the efficiency, availability and exploitable output of the test facilities. That way, we can conduct our clients’ development projects even more quickly.
Dr. Stefan Trampert FEVFLEX supports important quality processes using an implemented 8D reporting function
Dr. Stefan Trampert, FEV Group Vice President Operations, and Dr. Jürgen Dohmen, FEV Vice President of Software & Testing Solutions, talked to SPECTRUM about the challenges and solutions for efficient testing operations as well as the future of testing.
In addition, we have set up a program within the FEV Group with which we are increasing efficiency in our testing facilities throughout the world. We also work with our consulting staff to offer this extensive efficiency program as a service for our clients. To do that, we have translated step-by-step optimization of a testing facility into a clearly structured project approach with six thematic clusters: These include strategic alignment of the individual testing facilities, analysis of the existing and future product program and evaluation of testing capacity that will be needed in the future. It also includes adjustment to the testing facility organization, the core competencies needed, the testing methods and the tools and testing equipment. Especially the processes within the testing operations, such as testing facility planning, setup and work planning on the day and the night shifts, shift changes, etc., are analyzed and optimized.

Group Vice-President Operations

Dr. Dohmen, how can efficiency in the testing facility be optimized from the product side?
Dohmen: Various software tools are assigned an important function in increasing efficiency – data management, for example: data, facts and events from ongoing operations have to be recorded in reproducible form and be retrievable at any time. FEVFLEX assumes an important interface function in the testing facility and the testing center here. It gets all the operations data for all components and automation systems.
The data is collected automatically and logged in a standardized way. An automated reporting function with all the important parameters for the testing facility, item tested, etc., ensures absolute transparency for all clients and specialized departments.
In addition, FEVFLEX supports important quality processes using an implemented 8D reporting function. That ensures that any problems with testing facility components are recorded centrally, recognized by the global device manager and the person responsible for the product, and remedied on a sustainable basis.

Dr. Jürgen Dohmen, Vice-President FEV Software & Testing Solutions
But operating data isn’t the only data that shows up. What does the handling of measurement data look like in practice?
Trampert: The interlinking of testing facilities presumes an important function in measurement data and management, particularly with personnel changes, locations throughout the world and all sorts of specialized departments. FEV uses an advanced data management system developed over the years that, among other things, works as an order interface between specialized departments and testing facility personnel and makes it possible to automatically feed test data into automation based on established specifications. The advantage of this system is especially visible if different test series that build on each other have to be run in different locations: a test engineer running a series of tests with a test vehicle at any testing location in the world can describe new test series through the test data management system and ask that they be done while he isn’t there but based on his specifications. Building on these test results, he can then start additional test series on site. In addition, the system and its interfaces make extensive functions available for testing, plausibility check and approval of measurement results from all sorts of measurement systems – and it does so quasi online.
Hardware-in-the-Loop (HiL), Engine-in-the-Loop (EiL), Software-in-the-Loop (SiL) etc.: the trend is moving more and more toward development on all levels at the same time. What role does simulation play in FEV’s product and testing world?
Dohmen: Realistic simulation of components that are physically not available is, of course, an important element in increasing speed and efficiency in the testing process and especially in the development one. And yes, the trend towards more and more “in-the-loop” solutions applies here. From the product side, we confront these challenges especially with the help of our collaborative development and validation framework based on MORPHEE automation. That makes it possible to run even complex models in “hard” real time in the testing facility. But even the physical simulation of components assumes an important role. For this purpose we have developed a so called Engine Torque Pulse Simulation solution in which the internal combustion engine in the hybrid powertrain test is being simulated by an e-motor. The behavior of an electric car engine is adjusted to that of an internal combustion one – including shifting strategies, changes in rpm and especially torsional and other vibrations. That way, varying numbers of cylinders and high-dynamics parameters relevant to interpretation can be simulated. The advantage of such a solution is the simplified operation of the testing facility. A key technology for such a simulation, in additional to electromechanics, is the high dynamic control system for the testing facility. FEV-TOM, our proven AC/PM dynamic control system, is used in combination with a real-time network and our automation.
Trampert: A capability for real-time simulation in an actual testing facility has an additional advantage: it makes it possible to simulate entire real-driving cycles in the engine testing facility. With Engine-in-the-Loop, the engine is combined with the virtual drivetrain and vehicle components along with a route and driver profile. Street driving with various shifting strategies, rpms and loads, as well as differing driver behavior, can then be done with real-time networking high dynamic test facility systems. So, in an early development stage, we can simultaneously bring in reliable and reproducible results and offer a development platform for very quick changes in parameters and components.
In perspective, that means we can even imagine being able to expand today’s usual method of online design of experiments (DoE) in the testing facility to a total vehicle online calibration in the Engine-in-the-Loop testing facility. In other words: We don’t just use the expanded automation capability of our engine testing facilities to find out about engine calibration. An automated, virtual calibration associated with expanded online DoE is also used to develop shifting strategies or the gear ratios for automatic transmissions, to set shift points and to automatically optimize a number of other vehicle or hybrid drive parameters on the basis of physical model components.
Dohmen: A key function in this regard is played by xCal, our highly efficient online and offline tool. It uses global, state-of-the-art modeling techniques that combine outstanding visualization and intuitive user operation.
Let’s take another look into the near future: To what extent will automated driving functions and driver assistance systems change the test landscape?
Dohmen: Expenditures for testing and validation for automated vehicles will exponentially grow once more. That makes completely new release strategies necessary and the need for automated and simulation solutions will continue to grow.
Trampert: Simply because of the number of test cases, virtual development environments like those of Software-in-the-Loop or Hardware-in-the-Loop must take on a major role. Every imaginable scenario must also be created and validated. Particularly challenging is excluding false positives and false negatives. Imagine there is a tractor in front of you with a 25 km/hour sign on the trailer and you want to pass it. It is relatively easy to test sensory perception of a sign and to accomplish it. Changing it into a driving strategy and a decision, however, is definitely not trivial: the 25 km/hour sign is only a maximum speed conditioned by the construction, not a general limitation on speed on this stretch of road. The tractor can, and should, be passed by the vehicle.
The emphasis on development and validation of ADAS functions in a fixed test facility, meaning neither in the entire vehicle on a test track nor in an MiL/HiL laboratory, is due to the perception of the passenger and the driver and because of their interference – sometimes unexpected – in systems that are driving automated. Common vehicle simulators with an adjusted man-machine interface and a range of functions expanded by virtual components or even hardware are perfect for that. Bidirectional, real-time coupling of the driving simulator with an engine or powertrain testing facility offers the tester realistic reactions for its autonomously driving vehicle.
If the large number of sensors used are to be brought in to perceive the environment, full vehicle tests are absolutely essential. FEV already has a test track with various road situations today and is continuing to expand it.
Dr. Trampert and Dr. Dohmen, thank you very much for your time.
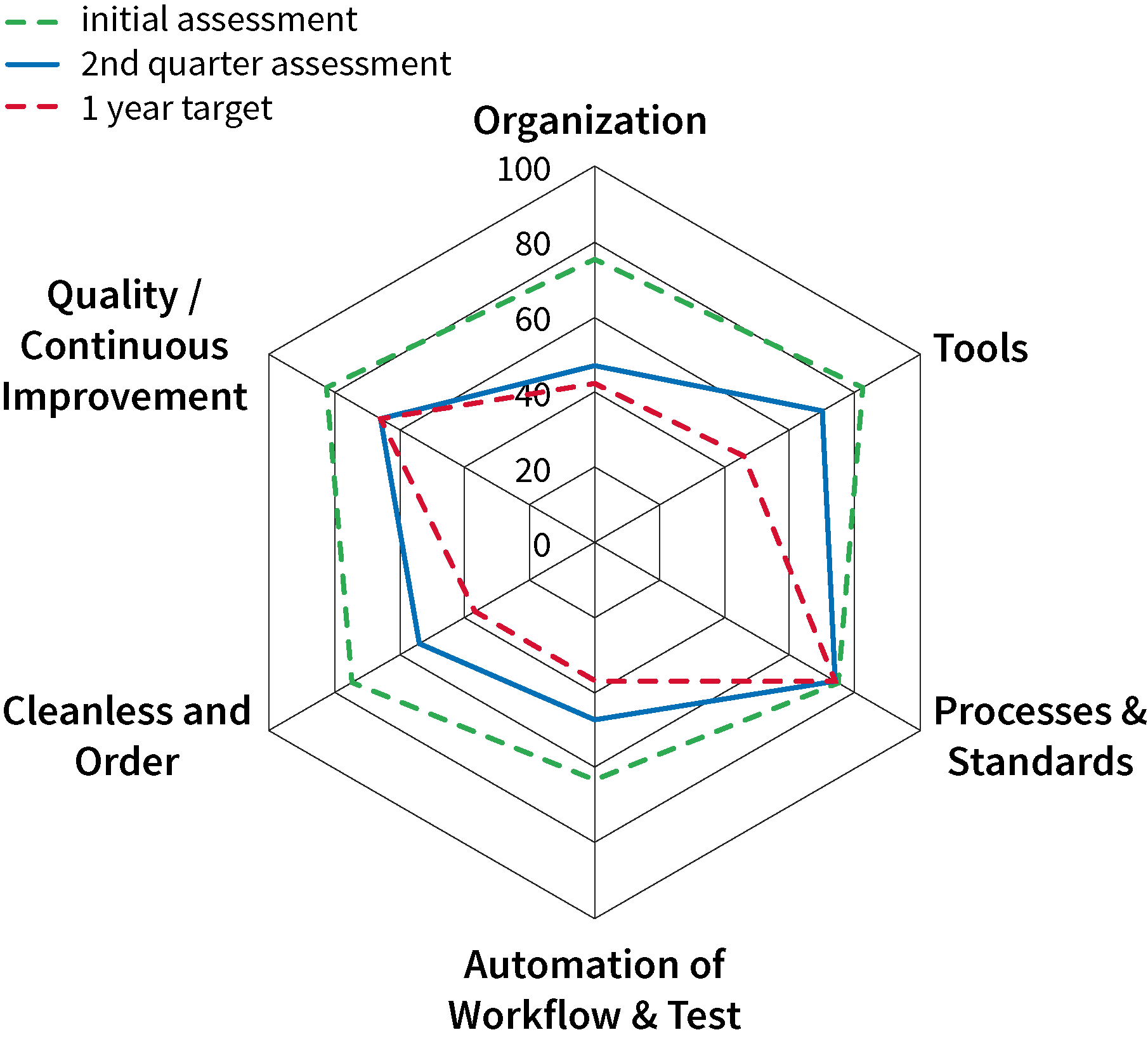
Example: Spider diagram for regular evaluation of an efficiency program in a testing facility
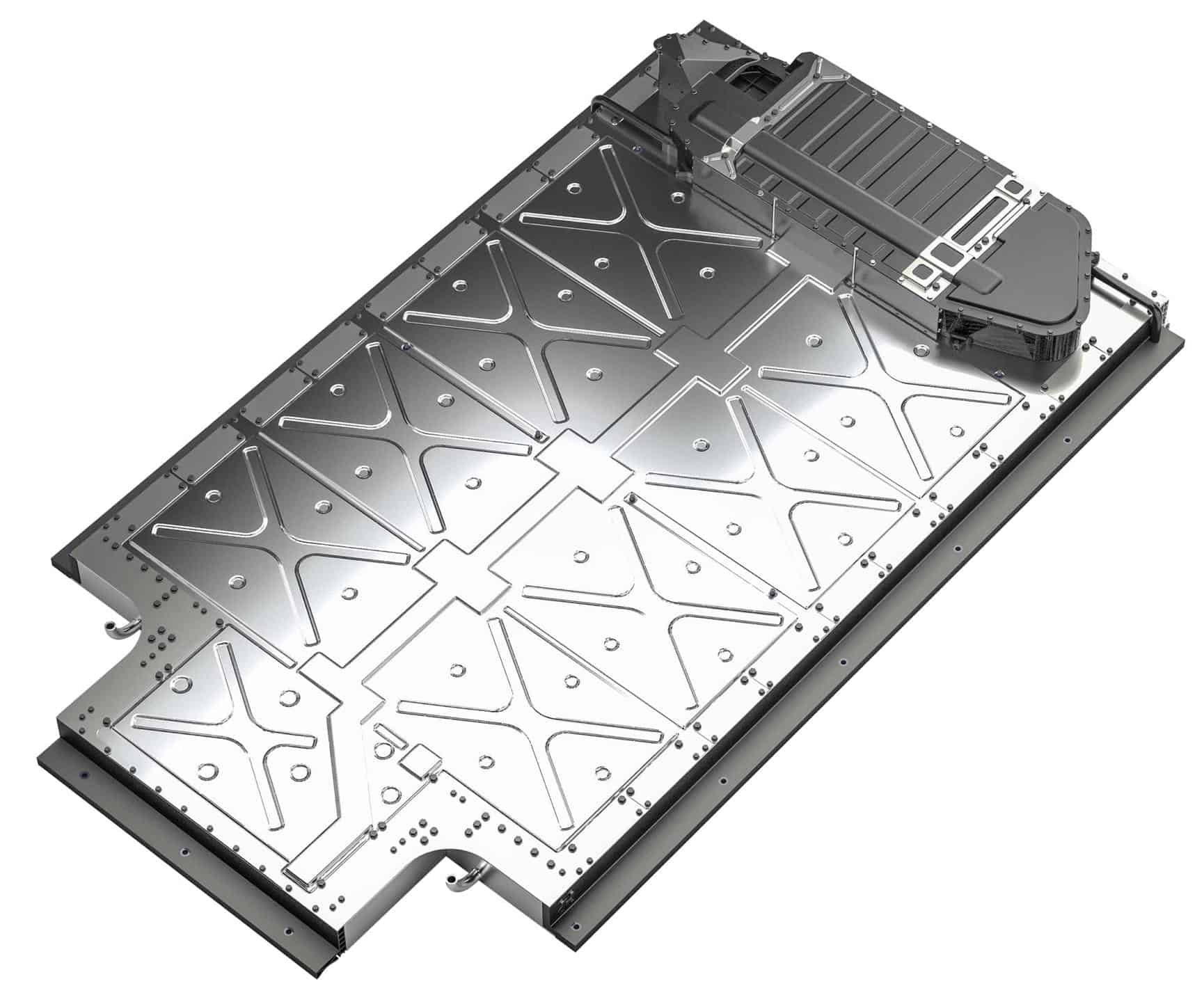
The climatic chambers for the battery testing facility in China are big enough even for large-formatted underfloor batteries that have significantly more than 100 kWh.



